超音波溶着機 SUW300で熱可塑性炭素繊維強化プラスチックCFRTPの溶着を試みる

| 対象素材 | 熱硬化性炭素繊維強化プラスチック(CFRTP) |
|---|---|
| 使用機器 | 超音波溶着機【SUW300】 |
世の中はさまざまな用途に使われるが加工方法が難しい熱硬化性炭素繊維強化プラスチック(CFRP)から、より加工が簡単で
リサイクル性にも優れ熱を加える事で軟化し、冷却することで固まる炭素繊維熱可塑性強化樹脂CFRTP(Carbon Fiber Reinforced Thermo Plastics)の加工技術が熱くなっています。
そんな中、たまたまCFRTPの破材が手に入ったので超音波溶着を試してみました。
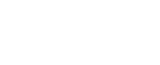
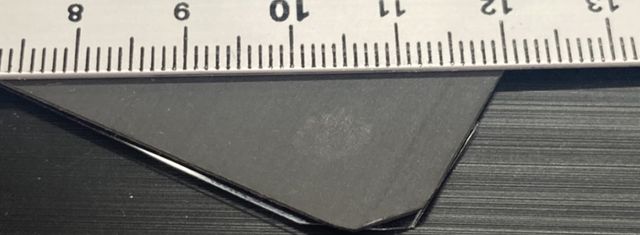
◇ 厚み0.35mmのCFRTP素材を重ね超音波溶着機SUW300を使用して溶着具合(溶け具合)を調べました。
0.35mm × 2枚重ね 左) 1.5秒 右)約2秒
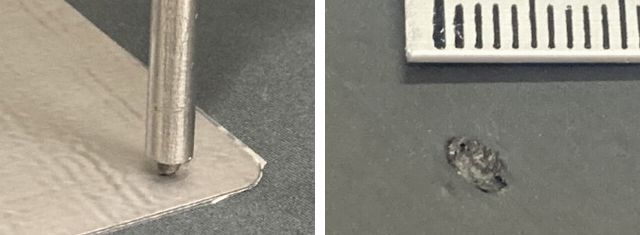
下敷きにアルミ合金を使用、片側から溶着し裏側から見た状態と、溶着個所を剥がした時の画像です。
↓ 裏面は極力溶着痕が出ないように調整しました。 ↓ 溶着した2枚を強引に剥がした内側の溶着痕です。
今回数値は計測しませんでしたが手で剥がすのにかなり苦労したことから溶着強度も充分と思われます。
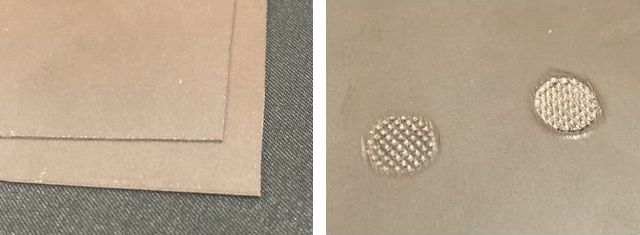
◇ 厚さ0.55mmのCFRTP素材と0.15mmのPET素材を貼り付けてみました。
↓ 厚さ0.55mmのCFRTP素材です。 ↓ 厚さ0.15mmの透明なPET素材を重ねます。

機械に取り付けてPET面より荷重を掛け約1秒。ホーンはΦ8mmのハンチング形状を使用しました。
充分な溶着強度を得られました。
下画像は裏面のCFRTP表面まで痕が出ないよう加圧力と溶着時間を調整し溶着した結果です。
薄く痕が見えますが、溶着時間を長くするとCFRTP表面まで溶けて痕が現れます。
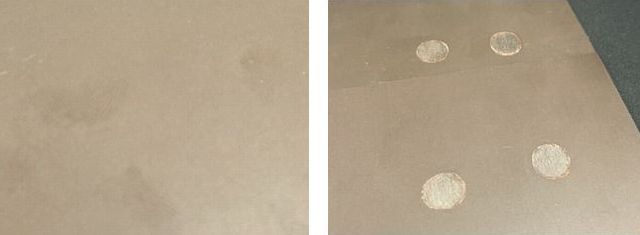
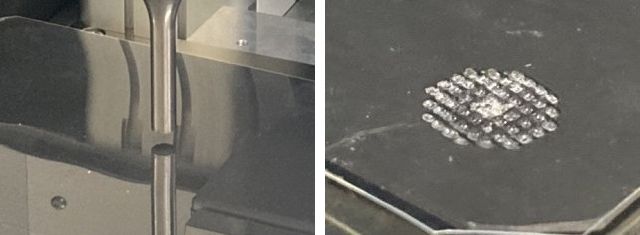
◇ Φ3mmの球形ホーンを使ってCFRTP側からPET素材の仮止めに使用してみました。
CFRTP側から溶着を行い、PET側表面に傷がつかないよう加圧力と溶着時間を調整しました。
↓ CFRTP側に残った溶着痕です。
素材が透明なので判りにくいですが、PET表面は元のままです。(溶着痕は表面まで達せずCFRTP側で貼りついている様子です。)
PET表面が滑らかなので後加工で表面処理が可能です。

以上のように熱可塑性樹脂であるCFRTPの加工は溶着機SUW300を使用し加圧力と溶着時間の管理により比較的容易です。
ただ、CFRTPにも用途に応じて様々な種類がありますので用途に合わせて溶着機をお選びいただいた上、テストしご利用下さい。
サンプルテスト・デモ機の貸出を無料で行っております。 下記のボタンを押してお申し込みください。
お電話でのご質問もお気軽に ⇒ スズキマリン 産業機器課 テストチームまで TEL 053-440-2306
サンプル素材検証テストを依頼する スズキ超音波溶着機のデモ機貸出し申込み